| Все Виды Весов
- от Грамм до Тонн! НПФ "СВЕДА Ltd", Украина |
Наш адрес:
ул. Зои Космодемьянской 3-А, г. Запорожье, 69035 Украина Телефон +38 (0612) 131902, Факс +38 (0612) 332297 E-mail: sveda@comint.net |
|---|
Косвенный метод поверки конвейерных весов
Для повышения точности результатов измерения автоматических конвейерных весов в процессе эксплуатации одним из основных требований является наличие простых и надежных средств их градуировки и поверки в производственных условиях.
В качестве основного способа поверки конвейерных весов ГОСТ 8.005-82 регламентирует пропуск по конвейеру взвешиваемого материала с последующим или предварительным его взвешиванием на образцовых статических весах.
Этот способ поверки весьма трудоемок и “персоналоемок” (обычно поверкой занимается многочисленная комиссия), зачастую требует прерывания технологического процесса. Поверка конвейерных весов большой производительности вырастает в трудноразрешимую проблему.
Из вышеизложенного следует, что конвейерные весы могут быть использованы с заданным классом точности только там, где имеется возможность определения массы пробы на весах для статического взвешивания. Чаще всего для целей поверки необходимы и применяются вагонные весы. Монтаж и наладка вагонных весов обычно удваивает затраты предприятия на весы. Кроме того, на ряде производств взвешивание на статических весах приводит к дополнительным потерям сырья и полуфабрикатов. Например, на сахарных заводах при взвешивании свекольной стружки статическими весами при поверке конвейерных весов исключается возможность дальнейшего использования этой стружки в технологическом процессе производства сахара. Поэтому необходимость создания и применения косвенных методов поверки конвейерных весов не вызывает сомнений.
Анализ отечественных и зарубежных патентных материалов и научно-технической литературы показывает, что основные современные способы косвенной поверки конвейерных весов, применяемые в отечественной и зарубежной практике, можно разбить на 4 группы:
Наиболее удобными и универсальными являются первые два метода, однако второй метод предпочтительнее, т. к. позволяет более точно моделировать распределенную нагрузку и учитывать влияние напряженно- деформированного состояния ленты на коэффициент передачи грузоприемного устройства.
Разработчики устройств для косвенной поверки конвейерных весов работают в направлении создания конструкций, обеспечивающих достаточно точную имитацию распределенной нагрузки, возможность использования устройств в широком диапазоне нагрузок и ширин лент (универсальность), удобство в эксплуатации, высокую воспроизводимость результатов.
Для этого применяют шарнирные соединения осей тележек для получения гибкости в продольном и поперечном направлении, контейнеры из эластичного материала, накладные сменные грузы, блоки, тары или транспортеры для подъема и хранения поверочных устройств в нерабочем состоянии.
В предлагаемом НПФ "СВЕДА" поверочном устройстве используется калибровочная роликовая цепь с известной массой одного погонного метра (рис.1).
Рис. 1. Устройство калибровочное УКВК
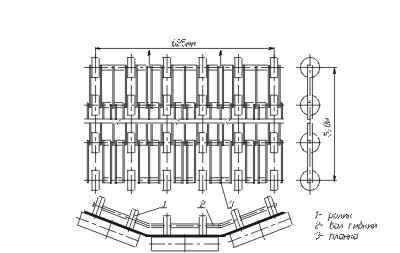
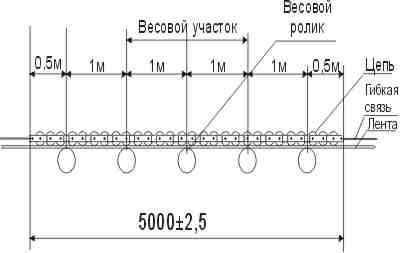
Рис. 2. Расположение устройства калибровочного УКВК на конвейерной ленте
Литература
- Устройство для поверки конвейерных весов. Авт. св. СССР, № 1278605, G01G 23/01. НИКИМП, 29708.85; 23.12.86 БИ № 47.
- Устройство для поверки конвейерных весов. Авт. св. СССР, № 1268965, G01G 11/00. Карагандинский политехнический институт, 06.02.85; 07.11.86 БИ № 41.
- Устройство для поверки конвейерных весов. Авт. св. СССР, № 1204950, G01G 11/00. Карагандинский политехнический институт и Соколовско-Сарбайский ГОК, 01.03.82.
- Способ динамической градуировки конвейерных весов. Авт. св. СССР, № 1190202 G01G 11/00. Донецкое отделение ин-та “Гипроуглеавтоматизация”, 13.06.84; 07.11.85 БИ № 41.
- Устройство для поверки конвейерных весов и дозаторов. Авт. св. СССР, № 684325 G01G 23/00. Донецкое отделение ин-та “Гипроуглеавтоматизация”, 05.05.77; 05.09.79.
- Устройство для поверки конвейерных весов. Авт. св. СССР, № 648846 G01G 11/00. Упр. отделение ин-та по пром. энергетике, “ВНИПИэнергопром”. 16.09. 77; 25. 02.79 БИ № 7.
- Устройство для поверки конвейерных весов. Авт. св. СССР, № 380966, G01G 23/00. Калужский химико-металлургический комбинат, 03.12.68; 15.05.73.
- Устройство для поверки конвейерных весов. Авт. св. СССР, № 669211, G01G 23/00. Бакман М.М. и др., 28.06.77; 25.06.79 БИ № 23.
- Testing with calibrated roller chain (Suppied as an optional Extra). Стр.6-7. THE “ADEQUATE” .Continuous conveyor weigher. Operating & maintenance instructions. Adequate weighers. Ltd. Bridge Works - Sutton - Surrey.
- Способ динамической градуировки и поверки конвейерных весов и устройство для его осуществления. Авт. св. СССР, № 945669 G01G 11/00. Донис В.К. и др. , 10.12.79; 23.07.82.
- Способ автоматической поверки конвейерных весов. Япония, п.№ 57-28888, Син Ниппон Сэйтэцу к.к. 04.04.77; 19.06.82 РЖ , 32, 1984, №8, 439П.
- Приспособление для поверки конвейерных весов, установленных на место эксплуатации. Япония, п. № 53-30515, G01G 11/00, НКИ 108К, Токё Сибаура дэнки к.к. 21.09.73; 28.08.78 , РЖ , 32, 1979, № 5, 435П.
Возврат на предыдущую страницу